

Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование Червячная фреза как надежный инструмент для шлицевых валов Пальчиковая фреза – причудливое название для важного предмета Фреза коническая круглая – непростая жизнь одного инструментаРежимы резания при фрезеровании – как выполнить аналитический расчет? Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту Фрезы для торцевого фрезерования – особенности многолезвийного инструмента Фрезерование пазов – как качественно выполнить операцию? Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование Червячная фреза как надежный инструмент для шлицевых валов Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент Пальчиковая фреза – причудливое название для важного предмета Фреза коническая круглая – непростая жизнь одного инструмента Режимы резания при фрезеровании – как выполнить аналитический расчет? Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту Фрезерование пазов – как качественно выполнить операцию? Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки ФСШ-1А – станок для качественного фрезерования деревянных заготовок
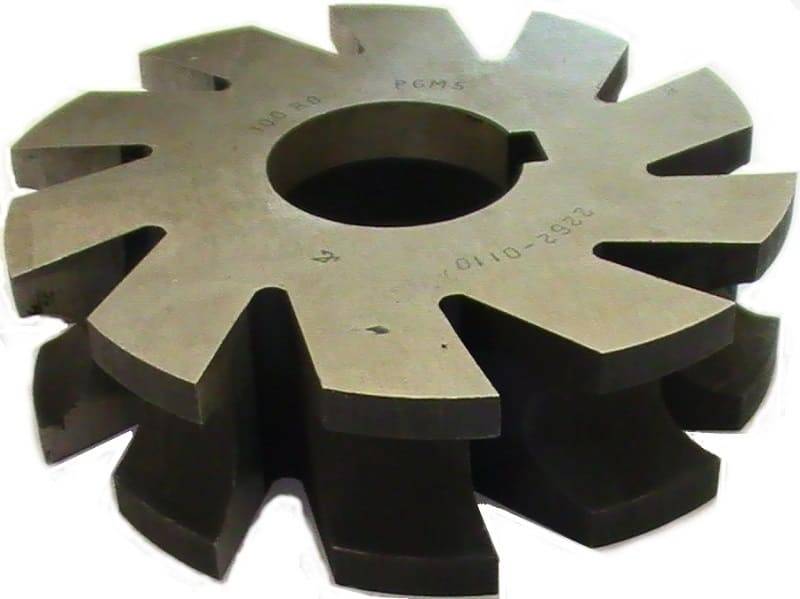
ФАСОННЫЕ ФРЕЗЫ
Применение: обработка фасонных поверхностей. Преимущества фасонных фрез очевидны при фрезеровании заготовок с большим соотношением длины к ширине обрабатываемых поверхностей. При массовом производстве короткие фасонные поверхности рекомендуют обрабатывать протягиванием. По конструкции зубьев различают фасонные фрезы:
- с затылованными зубьями;
- с остроконечными зубьями (также — острозаточенными).
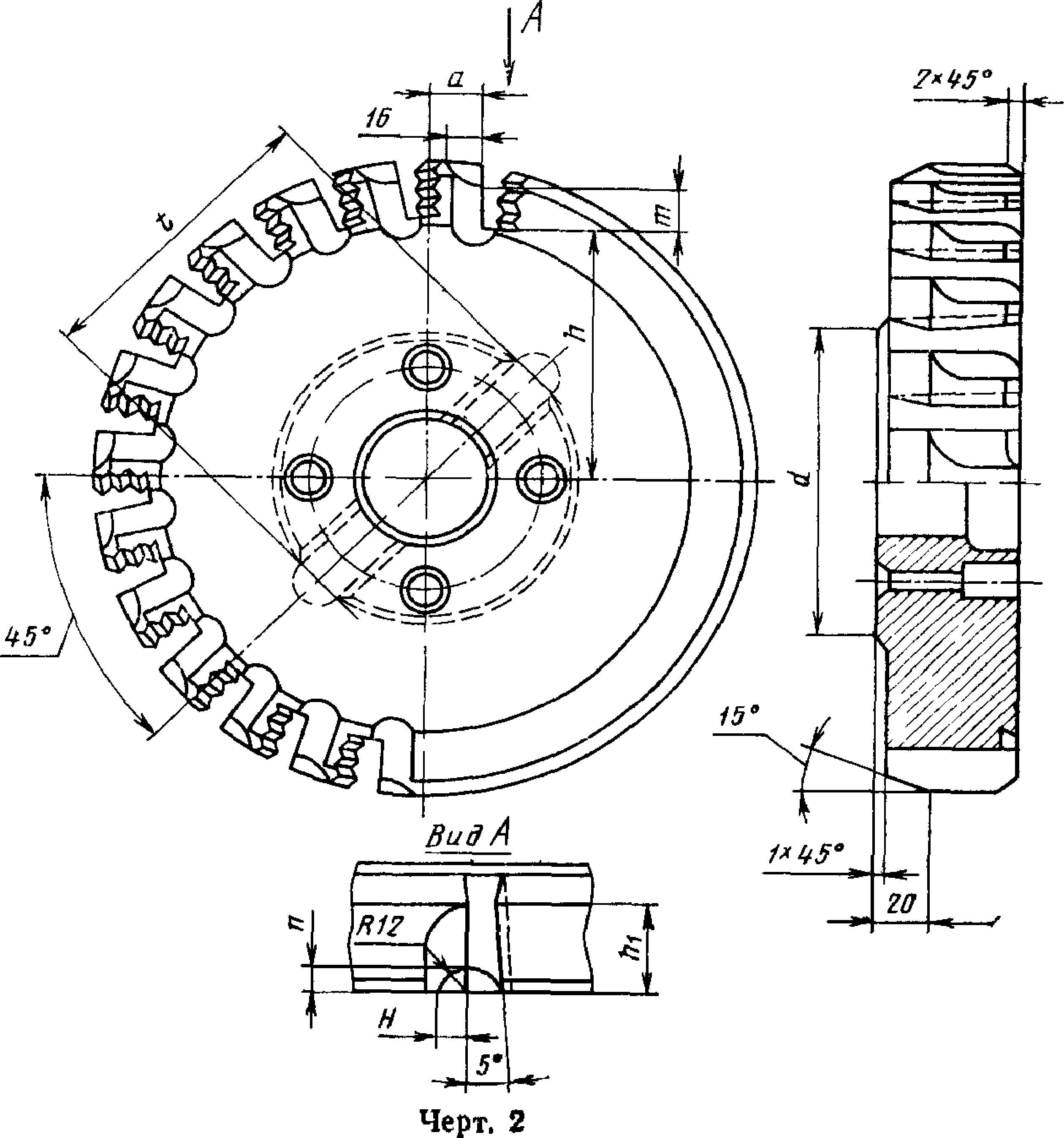
Затылованные фрезы отличаются плоской передней поверхностью, по которой их перетачивают. Если форма фасонной режущей кромки сохраняется неизменной при переточках, то и новые, и переточенные фрезы можно использовать для обработки одних и тех же деталей. Это возможно благодаря определенной форме задней поверхности зуба режущего инструмента. Задняя поверхность зуба затылованных фрез с передним углом у = 0 представляет собой совокупность фасонных режущих кромок, для которых свойственна постоянная форма и размещение в радиальных плоскостях Р на разных расстояниях от оси фрезы. Расстояние между осью и режущей кромкой при переходе от передней поверхности новой фрезы к задней части зуба уменьшают. Это позволяет получить положительные задние углы на режущей части. Фасонные фрезы с острозаточенными зубьями, наоборот, затачивают по задней поверхности зубьев. Такой инструмент обеспечивает более чистую поверхность и устойчив к износу. Но для производства и переточки остроконечных фасонных фрез необходимы копировальные устройства и специальные приспособления, которые позволяют получить точный контур режущих кромок. Именно по этой причини применение таких фрез целесообразно при массовом производстве. Сборные фасонные фрезы имеют профиль, представляющий собой огибающую кривую к совокупности кромок простой формы отдельных режущих элементов. В качестве примера можно взять сборную фасонную фрезу для обработки железнодорожных колес. Инструмент состоит из корпуса и реек, которые крепятся в пазах корпуса. На рейках закреплены круглые твердосплавные пластины диаметром от 12 до 16 мм. Чтобы обеспечить нужную чистоту обработки поверхности, на смежный рейках гнёзда для пластин смещены друг относительно друга на 1,5-2 мм. По материалам источника: Металлорежущие инструменты. Родин П. Р. Издательское объединение «Вища школа», 1974, — 400 с.
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 535-ст межгосударственный стандарт ГОСТ 2679-2014 (ISO 2296:2011) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 2296:2011* «Пилы дисковые по металлу с мелкими и крупными зубьями. Метрическая серия» («Metal slitting saws with fine and coarse teeth — Metric series», MOD) путем внесения дополнительных положений.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Международный стандарт разработан техническим комитетом по стандартизации ISO/ТС 29 «Инструмент», подкомитетом SC 2 «Высокоскоростные режущие стальные инструменты и приспособления к ним» Международной организации по стандартизации (ISO).
Дополнительные положения приведены в разделах 4-6, подразделе 3.2, пунктах 3.1.1, 3.1.2, 3.1.4, приложении А и заключены в рамки из тонких линий или выделены полужирным курсивом*. Дополнительные требования введены для возможности изготовления фрез на предприятиях.
* В оригинале обозначения и номера стандартов и нормативных документов по тексту приводятся обычным шрифтом; к ссылочным документам, приведенным в оригинале полужирным курсивом, вставлены примечания по месту. — Примечание изготовителя базы данных.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА. Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
7 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
Выбор фрез для обработки металла
Для фрезеровки плоскостей обычно используются торцовые и цилиндрические фрезы. Диаметр торцовой фрезы выбирают в зависимости от ширины фрезеровки. При обработке металла торцовыми фрезами выбор следует делать в пользу несимметричной схемы резания.
Фрезеровку плоскостей делают в следующей последовательности:
- под вращающуюся фрезу подводят заготовку до небольшого касания с обрабатываемой поверхностью;
- стол отводят и отключают вращение шпинделя станка;
- устанавливают требуемую глубину резания;
- включают вращение шпинделя;
- стол с заготовкой перемещают вручную до касания с фрезой.
При выборе цилиндрической фрезы её длина должна быть на 10… 15 мм больше заданной ширины обработки, а её диаметр подбирают в зависимости от глубины резания и ширины фрезерования. При выполнении черновой фрезеровки металла точность достигаемых размеров обычно соответствует 11-му и 12-му квалитетам, при чистовой обработке — 8-му и 9-му. В редких случаях – к примеру, когда имеет место тонкая фрезеровка металла на заказ, можно получить размеры с 6-м и 7-м квалитетом точности. Обработанная поверхность может иметь параметр шероховатости, который будет колебаться от Rz 80 мкм до Ra 0,63 мкм.
При применении фрез со вставными ножами, которые имеют закрепленные в корпусах черновые и чистовые резцы, можно получить параметр шероховатости Rz 5…2,5 мкм. Чистовые резцы в этом случае устанавливаются ниже черновых на величину расстояния, равному глубине чистовой обработки металла. Можно устанавливать в корпусе фрезы как один чистовой резец, так и несколько.
Концевые фрезы используются при фрезеровке вертикальных и небольших горизонтальных плоскостей (уступов). Также они могут применяться для обработки канавок и пазов различной формы. У концевых фрез режущие лезвия расположены на торце и на цилиндрической образующей инструмента. Применение наборов фрез при фрезеровке плоскостей дает возможность повысить производительность процесса. Данный набор представляет собой группу фрез, которые установлены и закреплены на одной оправке.


Токарную обработку металла производят при помощи специальных станков и инструментов. Хотите сделать красивую металлическую беседку своими руками? Пошаговую инструкцию вы найдете в этой статье.
Собираетесь заняться сваркой? Узнайте, какое оборудование для этого необходимо, прочитав статью по https://elsvarkin.ru/svarochnoe-oborudovanie/oborudovanie-dlya-argonodugovoj-svarki/ ссылке.
Режущая часть
Это основной элемент в конструкции любых фрез по металлу вне зависимости от назначения. За счет характеристик зубьев, фреза может применяться при работе с металлом. Конфигурация зубьев может быть остроконечной или затылованной.
Фреза с остроконечными зубьями, режущая кромка которых сформирована передней и задней плоской поверхностью, имеет один серьезный минус. Так, инструмент перетачивают по задней поверхности, а это приводит к нарушению геометрии зуба. Из-за этого такую фрезу невозможно перетачивать часто.
Инструмент с затылованными зубьями отличается только передней плоской поверхностью на зубьях. По ней можно выполнять переточку. За счет такой особенности, инструменты можно перетачивать много раз. При этом геометрические характеристики режущей части не изменятся.
Конструкция и принцип работы
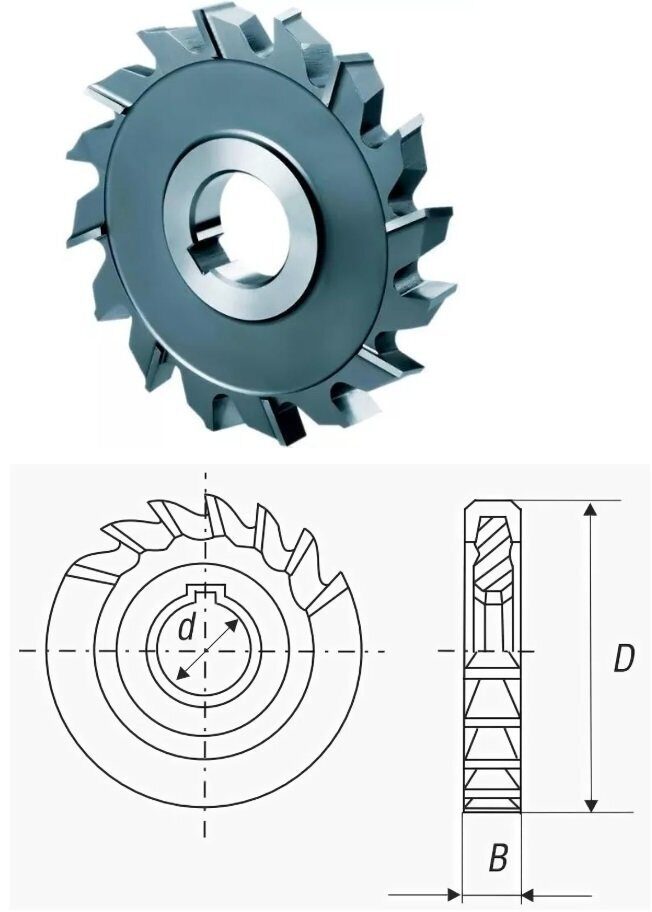
Фреза дисковая твердосплавная по металлу — оснастка для работы на фрезерном и токарном станки. Разновидности:
- Отрезные. Наружный диаметр — от 20 до 315 мм. Зубья вырезаются из основной части насадки. Отверстие может быть обычным или со шпоночным пазом. Ступицы нет. Не имеет перепадов по толщине. При работе с отрезными фрезами в зону резов должна подаваться охлаждающая жидкость, чтобы они не перегревались.
- Прорезные. Предназначены для обработки канавок, шпоночных пазов с высокой точностью. Это возможно благодаря особой форме зубьев, заточки с трех сторон. Режущая кромка, расположенная по бокам, образует прямой угол. Над телом насадки выступает ступица на высоту 0,2–0,6 мм.
Дисковые фрезы состоят из трех частей:
- основного диска (тела);
- зубьев;
- ступицы, внутри которой расположено посадочное отверстие.
Фреза может быть цельной, сварной или сборной. Сварные могут изготавливаться из двух видов металлов, цельный — из одного. Сборные могут состоять из трех частей — хвостовика, тела оснастки, рабочей части.
Принцип работы можно описать несколькими этапами обработки деталей:
- Насадка закрепляется в патроне станка.
- Заготовка устанавливается в тиски.
- Проводится предварительная настройка оборудования. Проверяется точность выставления заготовки относительно самой фрезы.
- Включается оборудование. После запуска острые зубья насадки прорезают отверстие в металле.
Мастер контролирует рабочий процесс до выключения станка. Она задает глубину, размеры будущих отверстий, длительность обработки.
Дисковые фрезы по металлу предназначены для выполнения:
- фрезеровки шлицевых, шпоночных пазов;
- прорезания углублений разного размера;
- выборки пазов разной глубины;
- обрезки прибылей, литейных припусков;
- разрезания проката на отдельные заготовки нужного размера.
 Дисковая фреза (Фото: Instagram / makitaland)
Дисковая фреза (Фото: Instagram / makitaland)
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Различают три основных способа изготовления спиральной канавки сверла: вышлифованный профиль, фрезерованный профиль и винтовой прокат. В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
Заточка свёрл.
Если вы работаете с деревом, сверло можно не перетачивать годами. Другая история со свёрлами по металлу. Их изготавливают из быстрорежущей стали и твёрдость рабочей поверхности достигает HRC 62-64. Наиболее распространёнными марками стали являются Р9, Р6М5, Р18 и Р6М5К5. Особое место занимают твёрдосплавные свёрла из сплавов ВК8 и ВК6М, которые изготавливают, как монолитными, так и с напайными пластинами. Значительное количество типов сверл обуславливает и разный подход к их заточке и переточке. Не последнюю роль играет и тип обрабатываемого материала от которого зависит угол в плане сверла. Для сверления конструкционных, легированных и подобных сталей он составляет как правило 2φ118°, а для более мягких сталей 2φ135°.
При заточке и переточке должен быть получен не только угол в плане φ, но и необходимые для резания задние углы α 8-18° и спад затылка. Это позволит исключить трение задней поверхности о дно отверстия. Качество заточки оценивают осевым биением кромок δ, зависящим от погрешности окружного шага канавок Δ и нецентричности сердцевины ω. Непрямолинейность режущих кромок не должна превышать 2 δ.
Биение легко проверить стрелочным индикатором часового типа, который крепится на стойке.
При обработке хрупких материалов происходит износ по задней поверхности и уголкам, а при обработке вязких материалов по ленточке. Помимо износа, на ленточках могут образовываться полипы. Главная задача, это сводное размещение образуещейся в процессе сверления стружки в канавке сверла. Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Заточка производится абразивными кругами, как прямого профиля из электрокорунда нормального 25А, так и чашечными ЧК. Доводка осуществляется кругами из карбида кремния зеленого 64С. Заточка твердосплавных свёрл осуществляется алмазными кругами тарельчатой и чашечной формы 12А2. Для правки кругов используются алмазные карандаши. При заточных работах, для избегания травм желательно использовать перчатки и защитные очки.
При заточке нельзя допускать перегрева сверла, так как могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы избежать этого, необходимо периодически охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Особенности конструкции
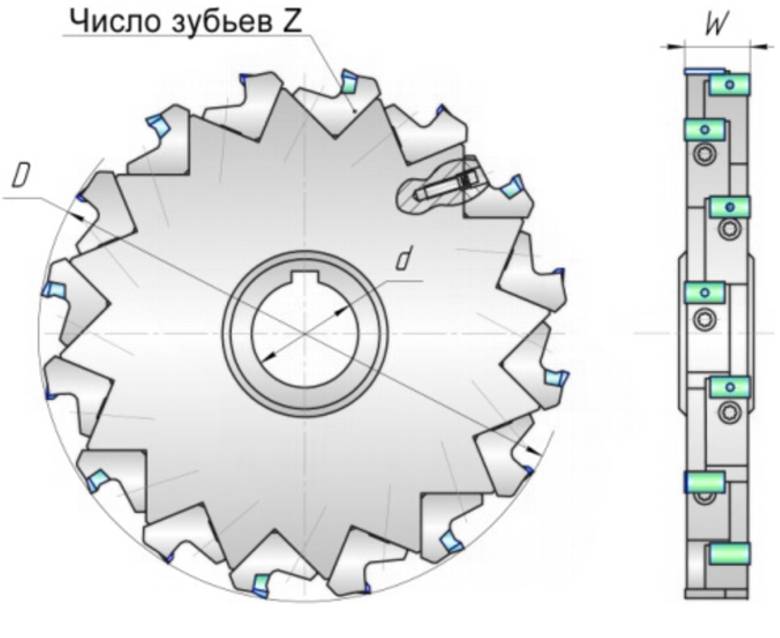
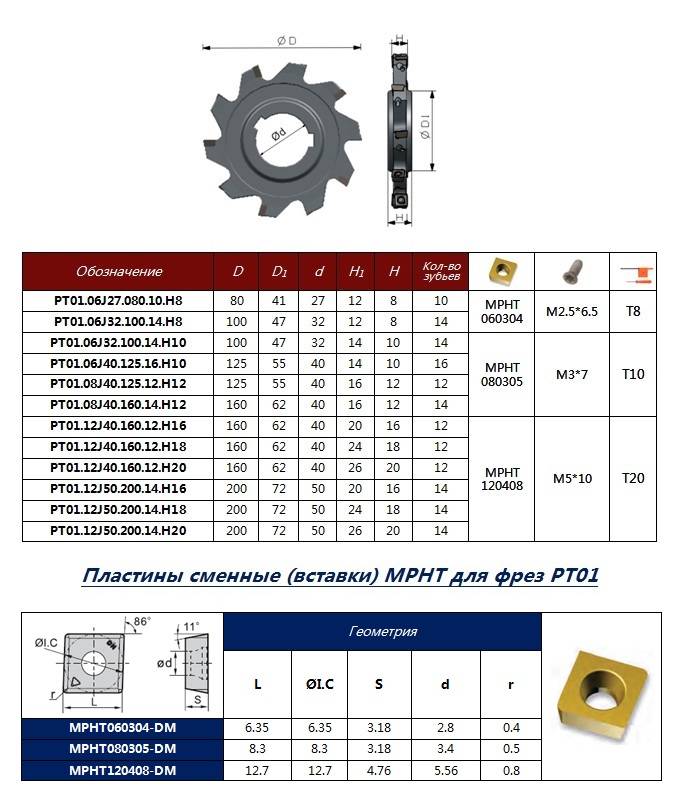
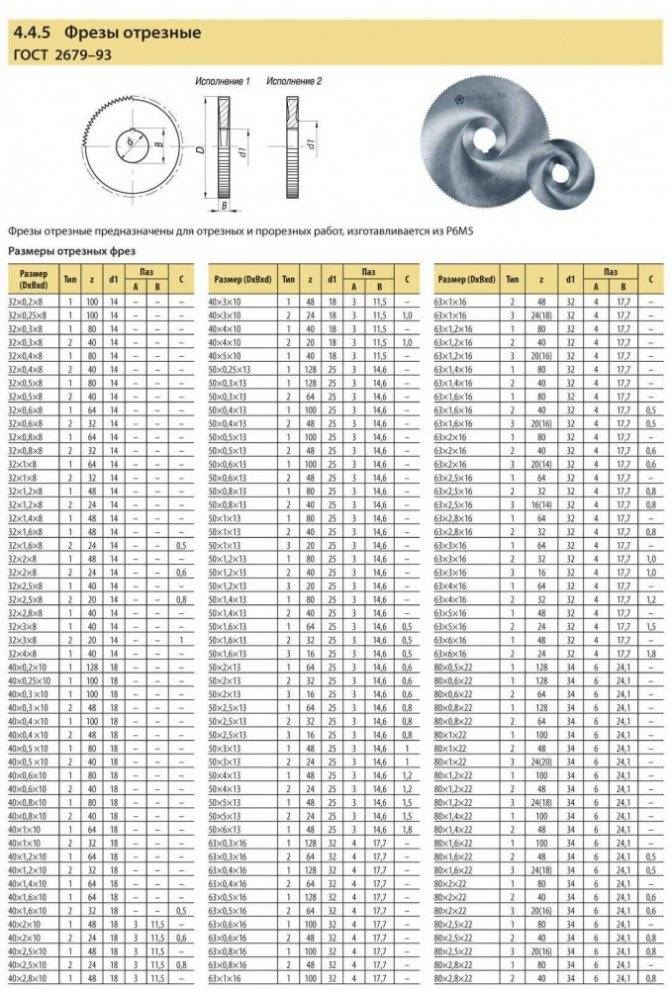
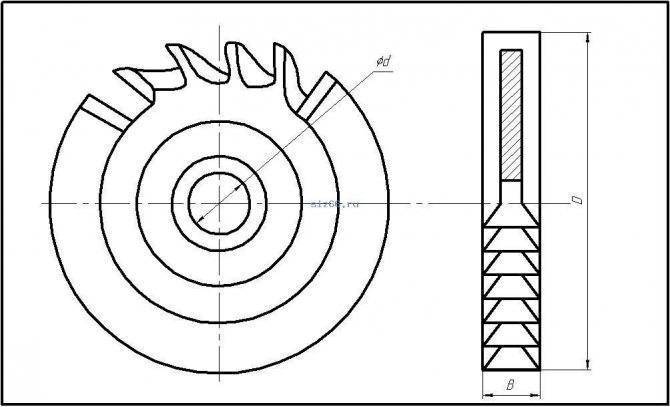
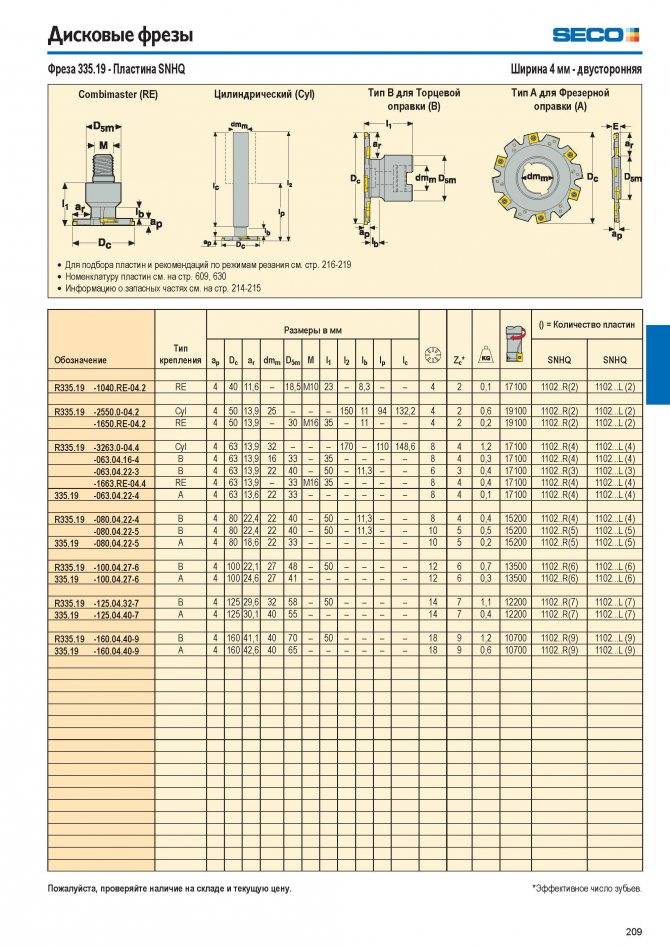
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

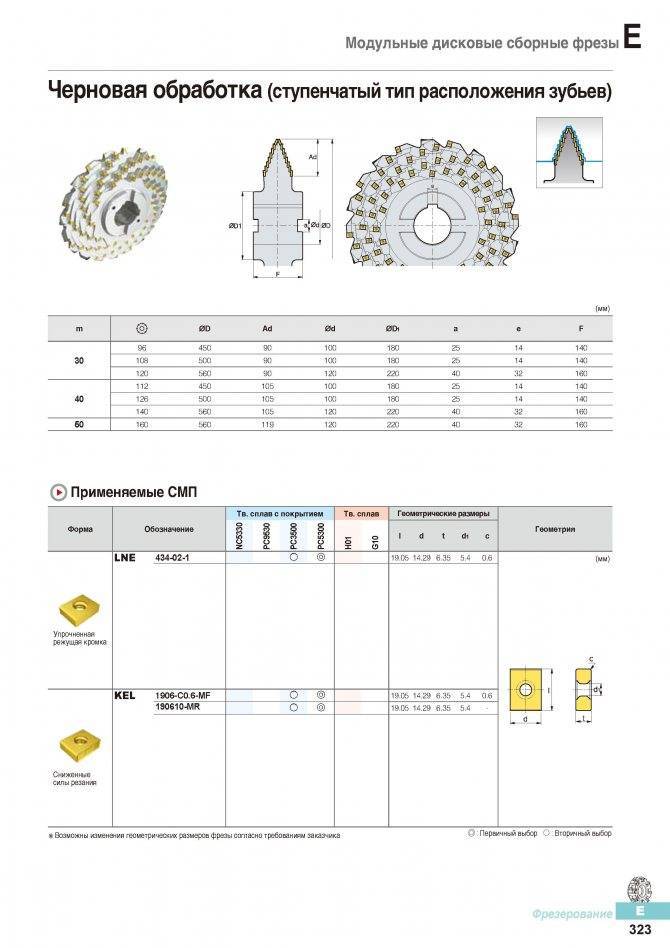
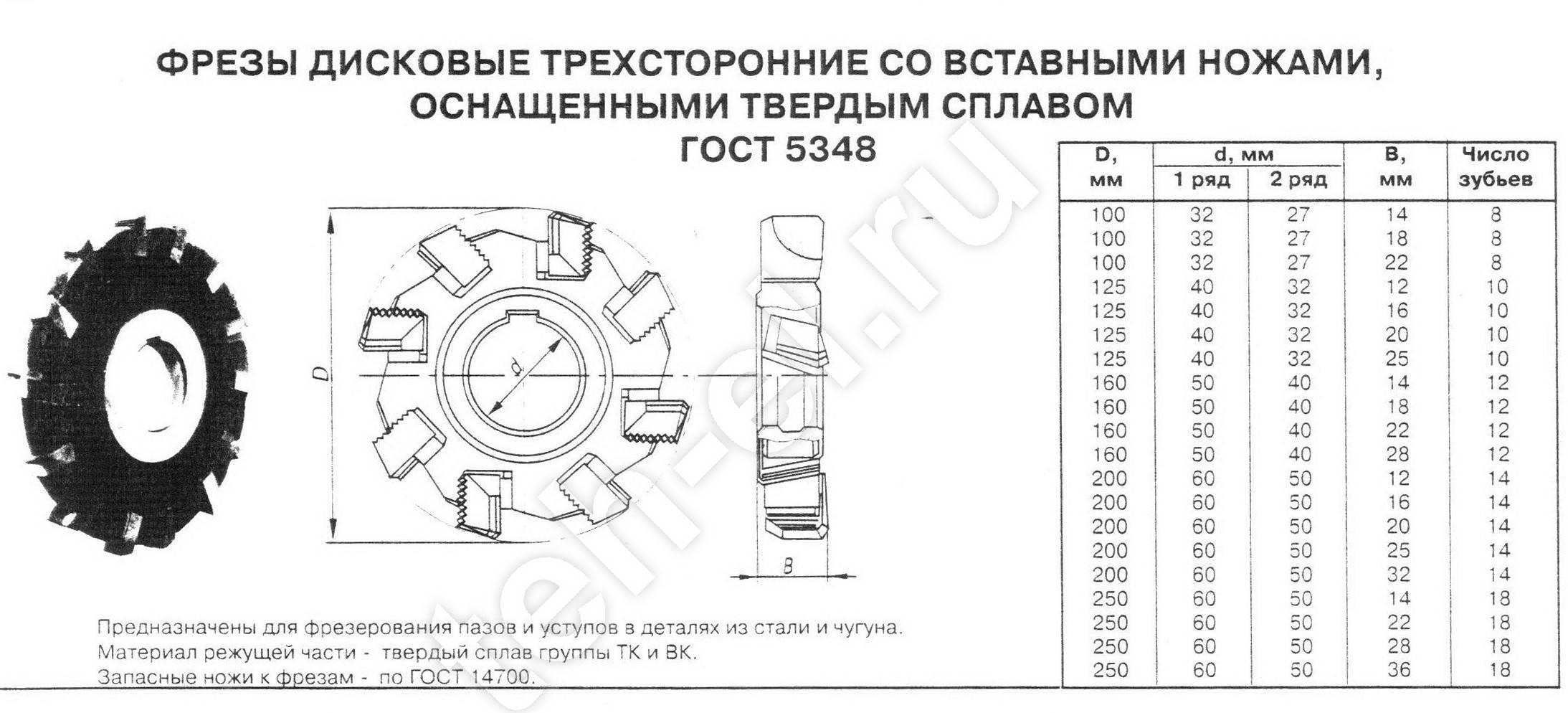
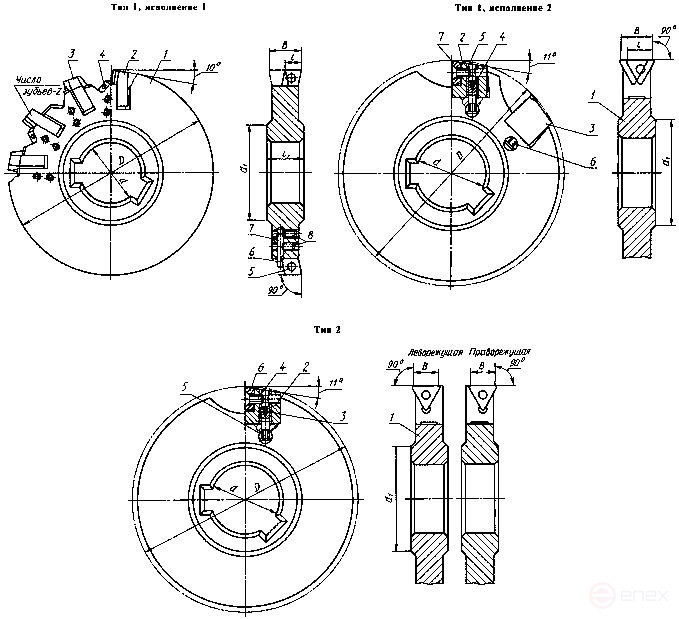
Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.



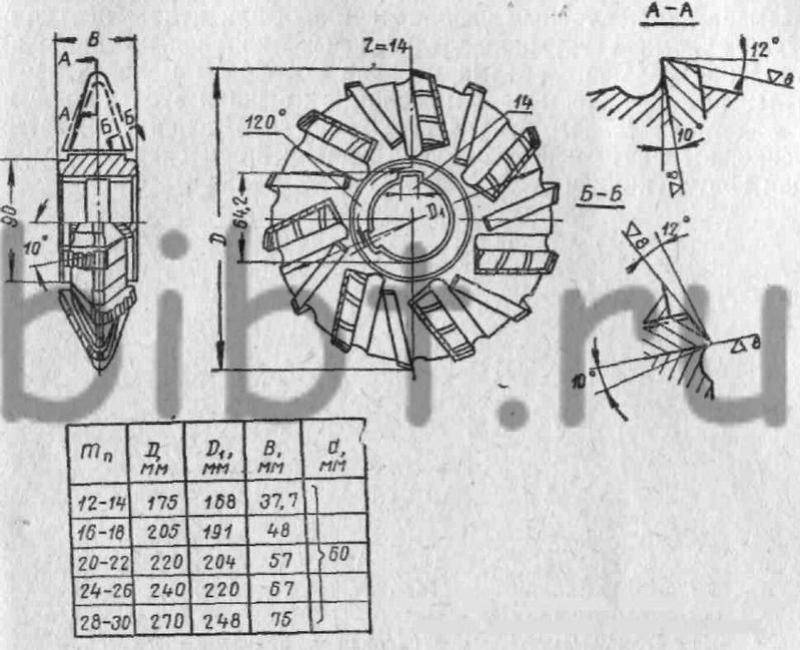
Фреза фасонная угловая
Фреза фасонная угловая используется для обработки поверхностей со сложным профилем. Довольно часто такой вид оснастки применяют на инструментальном производстве для фрезеровки стружечных пазов различных металлорежущих приборов.

Фото №5: фреза фасонная двуугловая

Фото №6: фреза фасонная одноугловая
Важнейшие отличием данного вида фрезеровочных изделий является их коническая форма и зубья различной высоты. Различают следующие виды угловых фасонных фрез, в зависимости от месторасположения зубьев и режущей кромки:
- одноугловые;
- симметричные двуугловые;
- несимметричные двуугловые;
- концевые.
Какие бывают фрезы по металлу
Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д
д
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
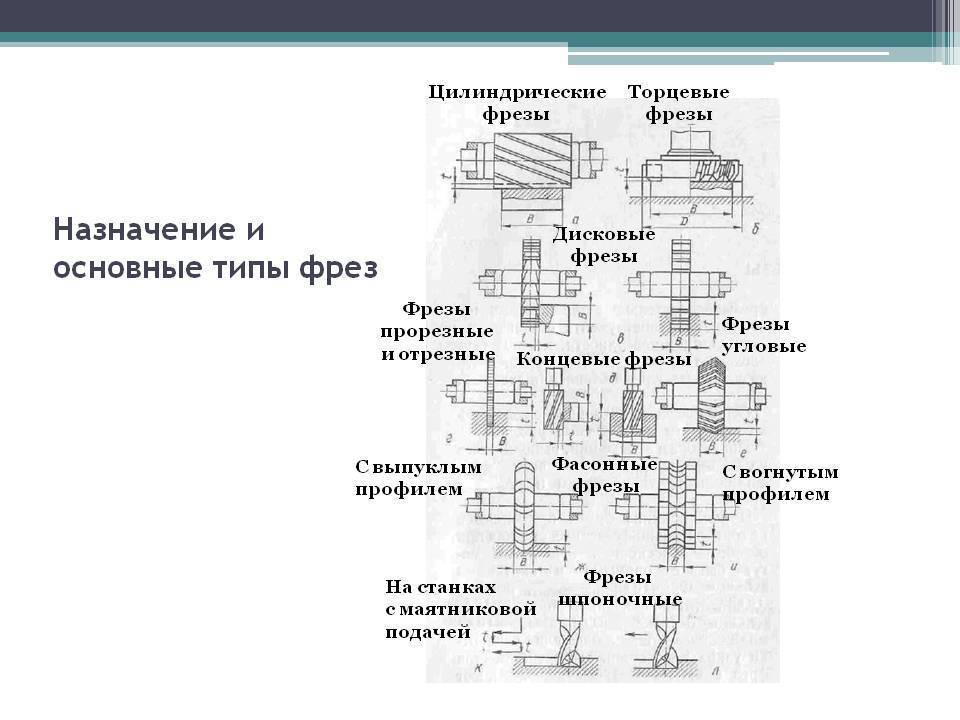
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
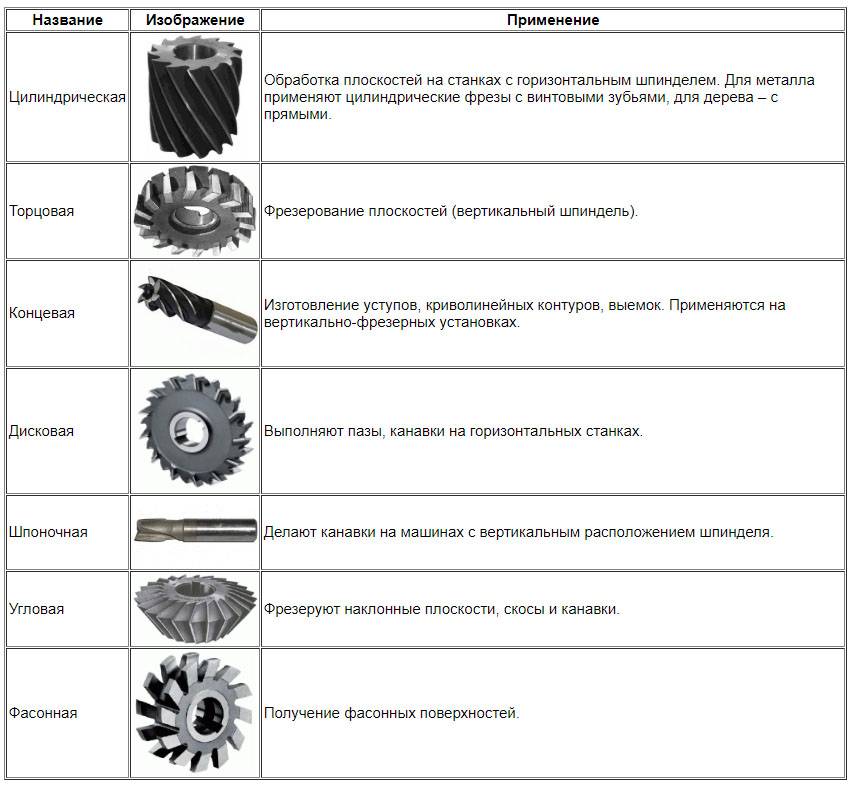
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.
Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.
Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
Разновидности фрез по металлу для дрели
В комплекте с электрическими дрелями сегодня используются различные типы фрез по металлу:
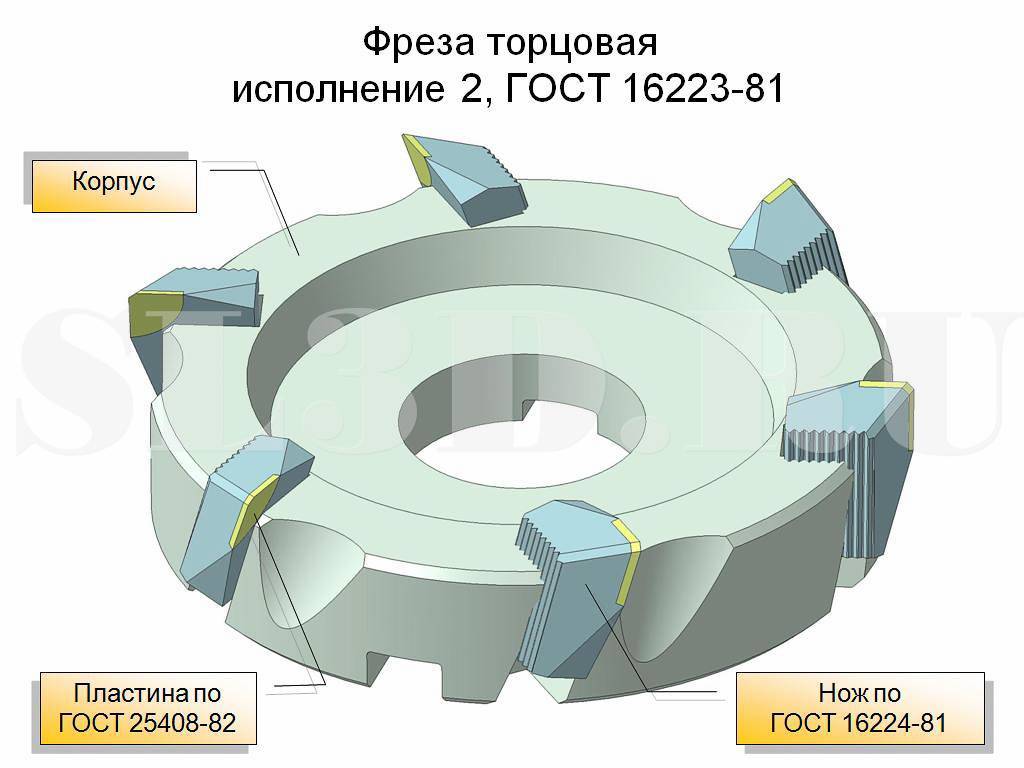
Наиболее популярными фрезами по металлу, которые применяются для комплектации дрели, являются инструменты торцевого типа с вертикальной осью вращения. С их помощью обрабатывают плоские поверхности, снимая слой металла требуемой толщины.


Фрезы с насечкой различного типа
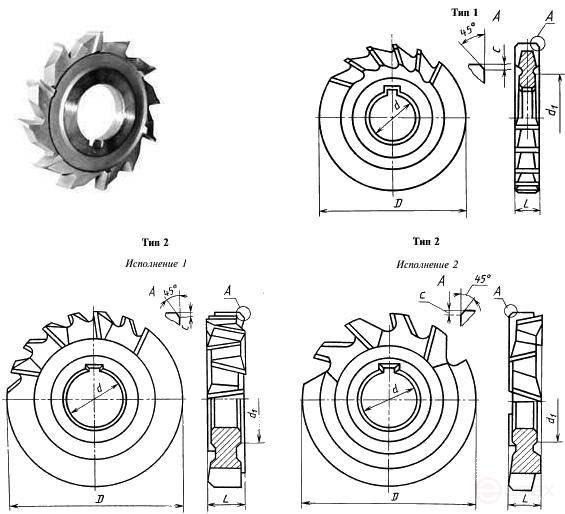
Дисковая фреза, режущие зубья которой могут располагаться не только на ее боковой части, но и на торце, применяется для формирования на поверхности обрабатываемого изделия различных канавок и пазов.
Режущие кромки фрезы цилиндрического типа, которая используется для обработки плоских участков изделий из металла, располагаются на ее боковой части. По форме расположения режущие кромки могут быть прямыми или винтовыми. Более плавную и аккуратную обработку обеспечивают цилиндрические фрезы с винтовыми зубьями. Ось вращения таких фрез в процессе работы располагают в горизонтальной плоскости.
Фрезы цилиндрической формы могут быть с торцевыми резцами или без них
Концевая фреза по металлу, используемая для комплектации дрели, – это инструмент, при помощи которого обрабатываются глубокие пазы, уступы, контурные выемки, взаимно перпендикулярные плоскости. При выполнении таких операций задействуются как главные режущие кромки, расположенные на боковой части фрезы, так и вспомогательные на ее торце.
Фасонные фрезы, как следует из их названия, используются для обработки фасонных поверхностей. Поскольку фасонные изделия небольшой длины производятся преимущественно методом протягивания, то инструменты данного типа применяются для изделий, отличающихся значительным соотношением длины к ширине.
Угловые фрезы имеют более сложную конструкцию. Они используются для обработки наклонных плоскостей и угловых пазов. По своему конструктивному исполнению фрезы данного типа могут быть одно- и двухугловыми. Режущие кромки первых располагаются на их боковой конической части и на торце, вторых – на двух смежных конических поверхностях.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.
Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.
Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
https://youtube.com/watch?v=HO-XXKEhfGI%3F
Назначение инструмента
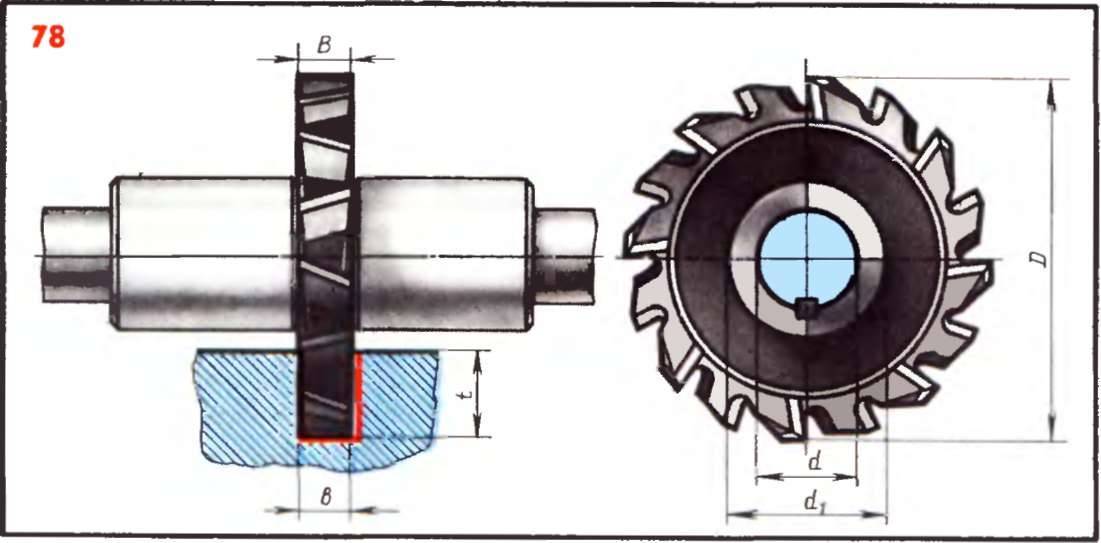
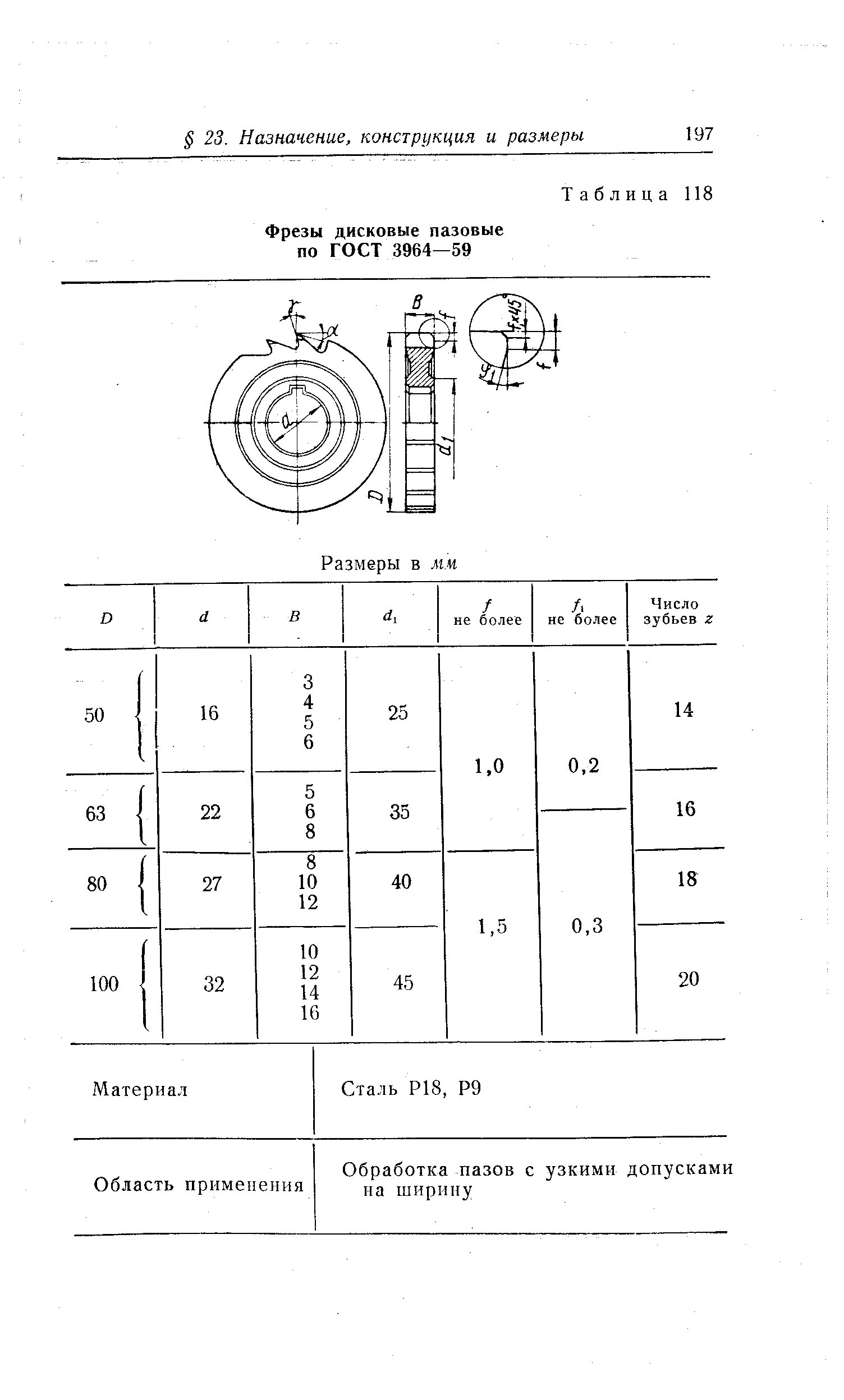
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.





